以下是:河北省邢台市Q295GNH耐候钢板价低同行的产品参数
产品参数 材料 耐候钢板 规格 2--10毫米厚 颜色 钢材原色可定制 产地 山东 范围 Q295GNH耐候钢板价低同行供应范围覆盖河北省 邢台市 石家庄市、唐山市、秦皇岛市、邯郸市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 临城县、内丘县、柏乡县、隆尧县、任县、南和区、宁晋县、巨鹿县、新河县、广宗县、平乡县、威县、临西县、南宫市、沙河市等区域。 【鑫涛】以匠心打造多元场景产品,涵盖石家庄耐候钢专注生产N年、唐山耐候钢专业生产N年、邯郸耐候钢可零售可批发、张家口耐候钢好产品价格低、承德耐候钢实力优品、沧州耐候钢保质保量、廊坊耐候钢支持定制、内丘耐候钢让客户买的放心、南和耐候钢细节之处更加用心等。Q295GNH耐候钢板价低同行,鑫涛耐候钢厂家(邢台市分公司)sdxt164-64专业从事Q295GNH耐候钢板价低同行,联系人:李经理,电话:【13455415061】、【15166576207】,供应服务范围覆盖:河北省 邢台市 石家庄市、唐山市、秦皇岛市、邯郸市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 临城县、内丘县、柏乡县、隆尧县、任县、南和区、宁晋县、巨鹿县、新河县、广宗县、平乡县、威县、临西县、南宫市、沙河市,以下是Q295GNH耐候钢板价低同行的详细页面。 河北省,邢台市 邢台市,简称“邢”,古称邢州、顺德府,是河北省地级市,Ⅱ型大城市,河北省政府批复确定的京津冀城市群节点城市、冀中南先进制造业基地和物流枢纽。截至2022年末,全市下辖4个区,12个县,代管2个县级市,总面积1.24万平方千米,常住人口702.56万人,城镇人口388.16万人,城镇化率55.25%。
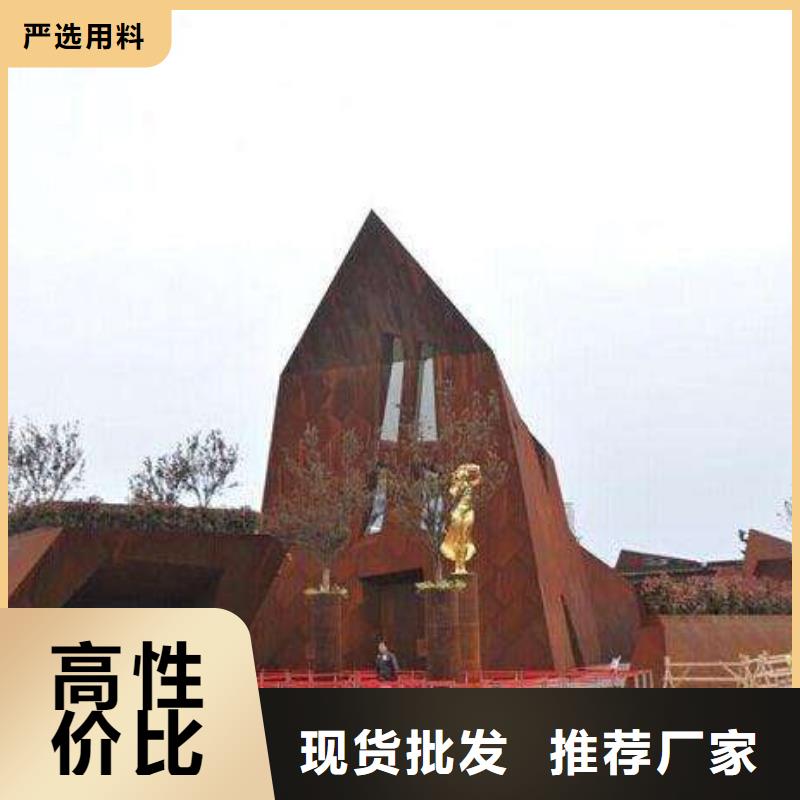
想要探索Q295GNH耐候钢板价低同行的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。以下是:河北邢台Q295GNH耐候钢板价低同行的图文介绍河北邢台鑫涛耐候钢厂家创办以来,诚信经营,已发展成为立足 耐候钢市场,集生产、制作、销售为一体的 耐候钢厂家。公司制定了科学合理的管理服务体系,规范生产,诚信服务,为企业赢得了良好的信誉,获得了广大客户的一致好评!精良的生产设备、高端的人才优势、强大的技术后盾、先进的市场服务体系、完整的 耐候钢产业链条、创新的发展理念,使得我们能够实现全新的发展模式,以质为本、诚兼天下,企业必将走向更加辉煌的明天!
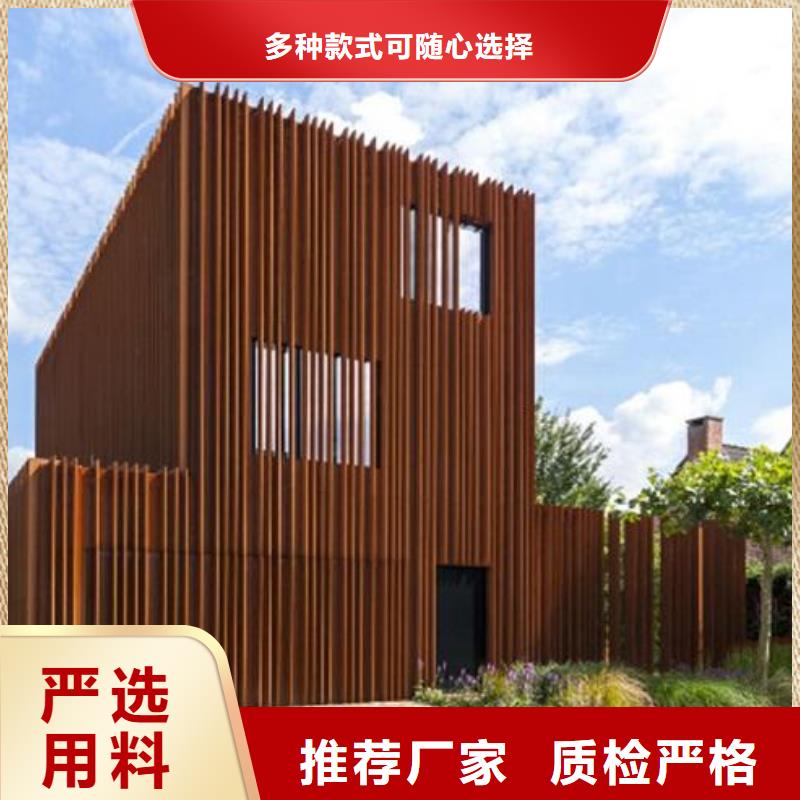
宝钢集团公司开发的耐火耐候钢通过合适的技术,使钢含有特定的成份、表面结构和微观组织,从而使钢本身生成所需要的耐候性和耐火性。其耐候性与美国Cor-Ten钢相当,为普通钢的2-8倍,并可提高涂装性几倍到几十倍。耐火性与日本FR钢相当,可使600℃时屈服强度下降不大于1/3,这是火灾时保证建筑性的一个必要的许用指标,而普通钢至多250℃时保持屈服强度的2/3。
使用耐火耐候钢可以不用或减少涂装,大大节约维护工本;钢材厚度好可减薄,节约综合成本30%以上。且这种耐火性和耐候性还具有 性和自愈性,即钢材不论在精加工或焊割后,还是在服其耐候性、耐火性可以不变,这是普通钢及附加保护层后不可能具有的,由此带来的效益是很难估量的。可见耐火耐候钢其经济效益非常之显著,将为促进和发展我国的钢结构产业作出一份贡献。目前宝钢集团公司研制的耐火耐候钢已开始在国内一些耐火耐候等级的大型厂房、民居、商务楼等得到应用,受到钢结构加工、施工单位和终用户的好评。产品尺寸精度高、同板厚度差小、板面平直、表面光洁、着漆性能好、钢板的碳当量低、焊接性能好、对冷热裂纹敏感性小。
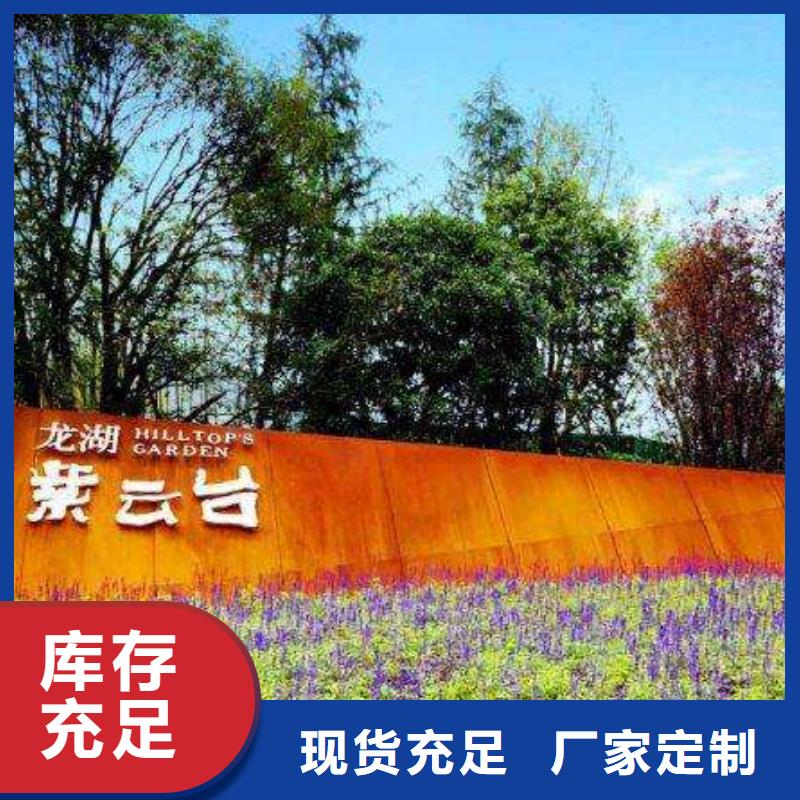
由于耐候板的耐腐蚀性强,在自然环境下,一般从全新的钢板到生成具有致密的,稳定的,锈红色保护层则需要1到2年的时间,对于部分干燥地区还可能更长.即使要生成简单的均匀锈黄色,起码也需要1个月左右.在这整个过程中,构件的颜色会发生不可控的,从蓝黑色到橙红色,再到锈红色,*后红褐的,剧烈的,不均匀的变化过程. 大部分建筑景观工程工期比较紧,而且普通民众对耐候钢板比较陌生,当他们见到这个过程发生时,容易联想到用普通钢板制作的劣质工程(而且即使是行内人员,也不容易用肉眼区分),这种误会便极大地打击了建筑方的良好设计.所以中高特钢推出加快腐蚀的促锈剂,其原理是通过一系列的物理和化学工艺,加速腐蚀过程的发生,使工件在完工的一周内达到*阶相对稳定颜色状态,该状态虽然日后仍会产生颜色变化,但是变化是相当柔和和渐变的过程,与一般的劣质普通钢板的生锈并且锈斑脱落过程,有巨大的区别,.
、一定要避免高强 度耐候 钢焊接热裂纹 的方 法高强度耐候钢的焊接热裂纹主要是焊缝的结晶裂纹。 已有的焊接实践证明,高强度耐候钢焊缝的热裂倾向比普通耐候钢小 ,估计与高强度耐候钢更低的硫 、磷含量及较 高 的锰 含量 及手弧焊时使用的碱性焊条有关 。为了避免高强度耐候钢的焊接热裂纹 ,我们公司采取的主要措 施有 :(1)选用碱性焊条 、焊剂 。(2) 合理安排焊接次序 ,尽量减小焊接应力 。(3)控制焊缝的形 状 。 凹心和平齐的角焊缝及窄深 的对接焊 缝 ,焊缝结晶时其低熔点物质易富集在焊缝中心面上,在焊接拉应力的作用下 ,极易产生结晶裂纹。 宽而浅的对接焊缝 ,当柱状 晶往上生长时,杂质大部分被推 向表面而分散分布 ,拉应力集中的现象也大为减弱 ,焊缝的抗热裂性较高。 所 以对接焊缝的形状系数 (宽 厚 比 ) 一 般控制在 1.3 —2 ,H有1 2 mm 的焊缝余高(仅对车体焊缝而言) 。对接焊缝和角焊缝的外形应为微凸形,焊缝末端采用回焊收尾法,手弧焊和半自动气电焊焊缝弧坑须焊满。(4 )采用合理的焊接规范 。 焊接电流越大 ,焊接熔深越大 ,熔合比越大。 适当减小焊接电流并提高电弧电压 。

一般选用合适的焊接线能量 。 手工电弧焊和混合气体保护焊时焊接线能量一般较小 ,这时适当增大合理的焊接线能量 ,可延长焊接接头的冷却时间,减少或避免焊接热影响 区的淬火组织 ,同时还有利于氢的逸出,降低了冷裂纹的倾 向。(7 )本公司会选用合适的焊接方法和焊接操作规范。在中厚板几种常用的焊接方法中,焊接接 头的低温冲击韧性以清根双面多层 混合气体保护焊*好 ,其次是清根双面多层手工焊条焊,再次为不清根双面单层埋弧自动焊。 混合气体保护焊焊接 头的氢含量低 ,抗 冷 裂性能好 ,应优先采用 。 多层焊时 ,前 一 层焊道对后一层焊道起到预热的作用;而后一层焊道对前一层焊道又起 到后热缓冷和 回火的作 用 ,所 以多层焊接头比单层焊接头抗裂性高。 当焊缝断面较大时,应采用多层 多道焊。 手工焊条焊须保持短弧操作 。 手工焊条焊和混合气体保护半 自动焊应在离开 焊缝 端头 2O ~30 m m 引弧 ,电 弧稳定后再拉到焊缝端头进行正常焊接 。 焊缝末端必须采用回焊收尾法 ,回焊长度应为 25 ~40 mm ;焊接弧坑必须焊 满 。
Q295GNH耐候钢板价低同行_鑫涛耐候钢厂家(邢台市分公司),固定电话:【15166576207】,移动电话:【13455415061】,联系人:李经理,开发区。












